新聞資訊
推薦產品




聯係華正(zhèng)
深圳市華正(zhèng)精密(mì)技術有限公司
聯係人:羅世富
電話:0755-27299111
手機:13421341931
郵箱:huazheng1008@163.com
www.rongyudai.cn
地址:深(shēn)圳市寶安區沙井鎮萬豐大鍾(zhōng)崗工業區第4棟1樓(萬豐98工業城大門對麵)
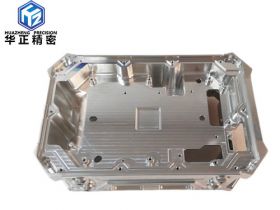
鋁合金腔體零件加工工藝
隨著電子行業的發展,鋁(lǚ)合金腔體(tǐ)零件應用日益廣泛,這類的零件具有重量輕、結構緊湊等優點,但該類零件一直存在加工周期長、加工成本高、加(jiā)工精度難以控製等難點,原因是該類零件加工過程中金屬去除量大、剛性低、強度弱,容易產(chǎn)生較大變形,加工後難以保證零件的加工精度和表麵質(zhì)量。那麽對於該(gāi)類零件變形的原因我們做出簡單的(de)分析,如何減小鋁合金薄壁腔體零件加工變形的工藝方法。
【本文關鍵(jiàn)詞】鋁合金(jīn)腔體零件;銑削加工;加(jiā)工精度;加工變形
探討內容:影響鋁(lǚ)合金腔(qiāng)體零件的加工精度和表麵質量的主要因素是該類零件加工過程(chéng)中容易變(biàn)形。解決鋁(lǚ)合金腔體零件(jiàn)在加工過程中的變形問題,就能提高該類零(líng)件銑削加工(gōng)的(de)工作效率,提高(gāo)零件的精(jīng)度和質量,實現產品快(kuài)速生產。
首(shǒu)先對(duì)於鋁腔體零件加工過程前的認(rèn)知,該類零件一般由鋁合金板整體加工而成,常見的一體成型,通過銑削銑空整個鋁合金板,該類零件加(jiā)工金屬去(qù)除量大、剛性低,在加工過程中會因殘餘應力、裝夾力、切削運(yùn)動三方麵因(yīn)素引起變形。
- —裝夾力—
常見的(de)鋁合金腔體零件的壁比較薄(báo),無論采用台虎鉗裝夾還是卡盤裝夾,都會產生橫(héng)向(xiàng)或(huò)徑向的裝夾力,不可避免會產生裝夾變形。裝夾變形程度(dù)跟裝(zhuāng)夾力的大小有(yǒu)關,裝夾力如果很大,就會形成不可(kě)恢複(fù)的塑性(xìng)變形;如果較(jiào)小,就會形成彈性變形,彈性變形會在零(líng)件(jiàn)卸載後恢複,但切削加工是在彈性變形(xíng)沒有恢複的時候進行的,單一彈性變形的恢複會為加工後的零件帶來新的變形。
- —切削運動—
切削過程是刀具和工件相互作用的過程,該過程使刀(dāo)具從工件上去除部分材料。切削運動使材料(liào)的晶體顆粒(lì)間(jiān)產(chǎn)生擠壓(yā)、拉伸、拉斷等現象,這些現象會使晶體的原子間產生(shēng)位移,形成不可恢複的塑性變形。
優(yōu)化工藝流程:
工(gōng)藝流程可(kě)以將粗(cū)、精(jīng)加工分開,粗加工(gōng)完成後,對零件進行熱處(chù)理,將零件的(de)切削應力和殘餘應力充分釋放,再進行精加工,零件的加(jiā)工(gōng)質量會得到很大程度的提高,實行粗、精加工分(fèn)開有以下幾方麵優點:
(1)減小殘餘應(yīng)力對加工變形的影響。粗加工完成後,可以采用熱處(chù)理將零件粗加工產生的應力(lì)去除,減(jiǎn)小應(yīng)力對精加工質量的影響。
(2)提高加工(gōng)精度和表麵質量。粗、精加工分開,精加工隻是加工較小的餘量(liàng),產生的(de)加工應力和變形較小(xiǎo),能較大程度提(tí)高零件的質量。
(3)提高生產效率。由於粗(cū)加(jiā)工隻是去除(chú)多(duō)餘的(de)材料,為精加(jiā)工留足夠的餘量,所以不(bú)過多考慮尺寸和公差,有效發揮不同型號(hào)機床的性能,提高切削效率。
綜合結語:
鋁合金腔體零(líng)件加工過程中(zhōng),從優化工藝流程、熱(rè)處理(lǐ)、改進裝夾(jiá)方(fāng)式、高速切削加工四個方麵綜合考慮,結合零件(jiàn)的結構特點,製定合理的工藝流程和加工方案。就可以解決了零件加(jiā)工變形問題,提高了(le)零件的加工精度和表麵質量。
作為一(yī)家(jiā)現代化精密(mì)機械零件製造生產商,深(shēn)圳市華(huá)正精密技術有限公司以CNC加工為核心工藝,擁有實體工廠(chǎng)、檢測設備,並整合快速成型、模具、後處理等配套的製造資源(yuán),為客戶(hù)提供(gòng)快速(sù)打樣、中小批量生產(chǎn)製造和試裝(zhuāng),真(zhēn)正做到省心省力的一站式服務;企業擁有台灣進口的電腦鑼、銑床、車床(chuáng)、磨床等精密(mì)機械加工設備以及富有非標產生產經(jīng)驗的技術團隊(duì),生產經驗豐富。谘詢電話:15338735632(微信同號)